June 8, 2026
Table of Contents


Table of Contents
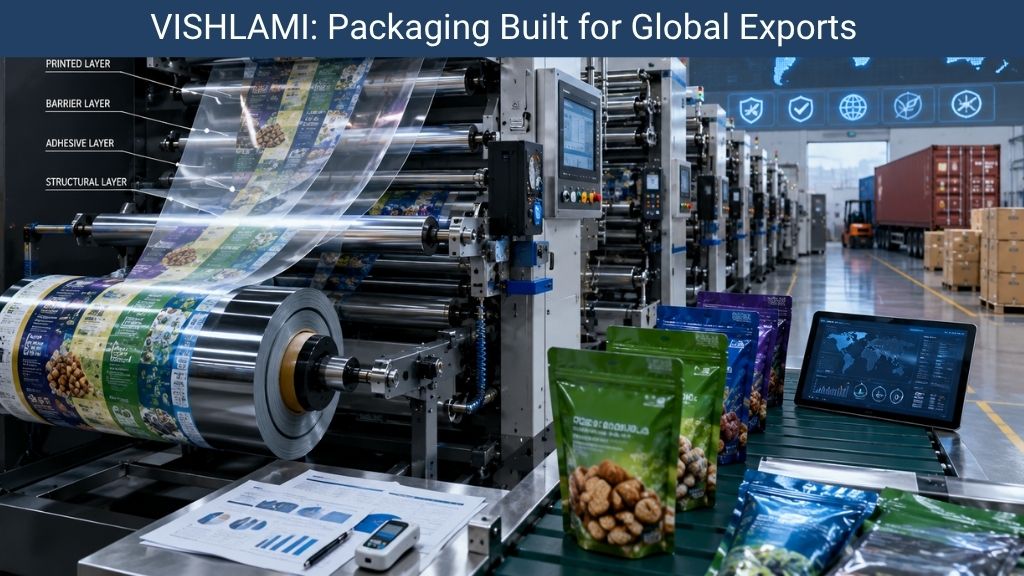
Export oriented brands across food, beverage, pharmaceutical, and industrial sectors depend on laminated pouches to deliver superior barrier protection, brand differentiation, and cost efficiency in competitive global markets. Laminating pouches manufactured through multi layer film combination with adhesive binding create barrier properties protecting products from moisture, oxygen, and light that damage quality during extended international logistics. Vishakha Polyfab’s VISHLAMI laminated pouch solutions enable bulk exporters to achieve premium product positioning while maintaining wholesale economics. This article examines why laminated pouch technology dominates export packaging, which global industries rely on laminating pouches most heavily, and how Vishakha’s flexible packaging pouches support exporters across continents.
Laminated pouches represent the intersection of protection, aesthetics, and economics driving success for export oriented brands. Unlike single material films, laminating pouches combine multiple polymer layers through adhesive bonding, creating barrier characteristics exceeding either component independently. This combination enables exporters to protect premium products while maintaining cost structures competitive in price sensitive markets.

Laminated pouch construction uses adhesive bonding to join different polymer films, each contributing specific protective functions. Nylon layers provide mechanical strength and puncture resistance; polyethylene layers offer moisture barrier; aluminum or metalized films block light. Single layer films optimize one property; laminating pouches balance multiple properties simultaneously. This engineering distinction transforms packaging from commodity material into strategic product protection enabling premium positioning.
Food exporters including coffee, tea, spices, and processed foods depend on laminated pouch barrier properties protecting flavor and aroma during months of ocean transit. Pharmaceutical manufacturers require laminating pouches meeting sterilization compatibility and regulatory requirements. Cosmetics companies leverage aesthetics of metallized or printed laminated pouches to communicate premium positioning at retail. Pet food exporters use laminated pouch protection preventing nutrient degradation and palatability loss. Each industry leverages different laminated pouch advantages, creating diverse demand driving innovation.
Flexible packaging pouches accommodate multi color printing, metallic finishes, and structural innovation such as gusseted sides, stand up bases, and resealable zippers unavailable to single material alternatives. Export brands competing on retail shelves against dozens of similar products depend on laminating pouches enabling visual differentiation that attracts consumer attention. The pouch itself becomes marketing tool communicating premium positioning justified by higher price points.
European organic food exporters utilize laminated pouches satisfying strict EU packaging regulations while communicating sustainability credentials through natural color palettes and transparent materials. North American premium brands export coffee, nuts, and specialty foods in metalized laminating pouches commanding retail shelf visibility. Middle Eastern spice traders depend on laminated pouch moisture exclusion preserving product quality through hot climate distribution. Asian manufacturers exporting instant foods and beverages to developed markets rely on laminated pouches meeting retailer aesthetic standards. African cocoa and coffee exporters increasingly source laminated pouch technology achieving market access previously requiring premium positioning.
Our Other Product
Vishakha’s VISHLAMI laminated pouches combine multi layer film bonding with in house printing capabilities accommodating export brands’ customization requirements. BRC certification ensures global regulatory compliance simultaneously satisfying FDA, EFSA, and other importation requirements. Bulk pricing reflects manufacturing scale enabling exporters to achieve cost parity with inferior competitors while delivering superior barrier properties. Customization flexibility supports niche export brands differentiated through packaging aesthetics unavailable from commodity suppliers.
Barrier property specifications including oxygen transmission rate and moisture vapor transmission rate must match product preservation requirements throughout anticipated supply chain duration. Material composition selections such as nylon polyethylene, nylon aluminum, and nylon EVOH polyethylene balance cost against barrier performance. Printing specifications including color accuracy, ink food contact certification, and durability through temperature cycles ensure that custom branding survives international logistics. Sealing window documentation confirms reliable seal performance across manufacturing equipment variations.
Laminating pouches with 100 or more micron total thickness and oxygen transmission rates below 5 cc per square meter per day maintain barrier properties supporting 6 month export chains. Thicker materials provide safety margin against unexpected delays or temperature fluctuations. Coffee exporters targeting premium market positioning specify 120 to 150 micron thickness ensuring reliable protection throughout extended distribution.
Per unit cost is slightly higher for laminating pouches compared to single layer alternatives, typically 15 to 30 percent premium. However, superior barrier properties prevent product loss from degradation that commodity alternatives cannot prevent. When accounting for reduced waste and premium pricing justified by quality, laminated pouches deliver superior economics.
Most laminated pouches cannot be single stream recycled due to adhesive bonding and material combination. Manufacturers increasingly develop mono material or compostable alternatives. Export brands targeting sustainability positioning should confirm recycling capabilities with suppliers before commitment.
Rotogravure printing accommodates up to 9 colors with photographic quality; flexography supports 6 colors at lower cost. Both accommodate spot colors, metallic inks, and specialty finishes. Custom printing enables export brands to communicate origin information, certifications, and aesthetic positioning differentiating products on retail shelves.
Export oriented brands competing globally recognize that packaging quality directly influences product success at retail and consumer acceptance. Laminating pouches delivering superior barrier protection combined with customization enabling brand differentiation represent strategic investment justifying premium positioning. Vishakha Polyfab’s VISHLAMI laminated pouch solutions support exporters across continents through manufacturing excellence, regulatory compliance, and flexible customization enabling products to reach consumers with quality intact.
Evaluate how laminated pouch packaging can enhance your export brand positioning. Contact Vishakha Polyfab export sales team at sales.vppl@vishakha.com or call plus 91 79 61907373 to discuss custom laminating pouch specifications supporting your global market strategy.
Vishakha Polyfab Pvt. Ltd. is a global pioneer in high-barrier flexible packaging, specializing in advanced 9-layer co-extruded PA/EVOH-based films. Headquartered in Ahmedabad, India, the company utilizes world-class Brampton Engineering (Canada) and Aqua Frost® water-quenched technology to deliver superior shelf-life extension solutions. From Modified Atmosphere Packaging (MAP) to deep-draw thermoforming applications, Vishakha Polyfab delivers compliant, high-performance materials that protect product integrity throughout complex international supply chains. Their expertise in vacuum packaging, thermoforming, and lidding films helps enterprise-level brands in the food, pharmaceutical, and industrial sectors optimize packaging performance and sustainability.
Make Vishakha Polyfab the silent guardian of your products to preserve their vigour and enhance the quality of user interaction with them.
Sign Up for Our Newsletter
Corporate Head Office
Social Media
An ISO & BRCGS Certified Company


Manufacturing Address